押出部門
TECHNOLOGY
日軽金アクト蒲原工場のアルミ押出材はさまざまな産業分野で使用され、高い評価を得ています
アルミニウムは、軽量で丈夫な上、加工性や耐食性、熱伝導性、電気伝導性、リサイクル性など多くの優れた特性を持ち、社会で広く使われてきた素材です。
一般的には、円柱状のビレットに押出機で強い圧力を加えて、各種の形状をもつダイスと呼ばれる金型に開いた孔から押出し、長い押出材をつくります。
この方法によると、他の加工法では製造することが難しい中空品や複雑な断面形状の製品でも、一回の押出工程で容易につくることが可能です。
寸法精度が非常に厳しい形状の製品にも対応可能なことから、さまざまな産業分野で使用され、さらなる応用展開が期待されています。
ダイス設計
・
修正技術

高品質な押出材を提供する日軽金アクト蒲原工場のダイス設計と補修技術
独自開発のシミュレーション技術を取り入れた製品断面の形状設計・ダイス設計から
押出工程までの一貫管理体制で、高品質な押出材を提供しています。

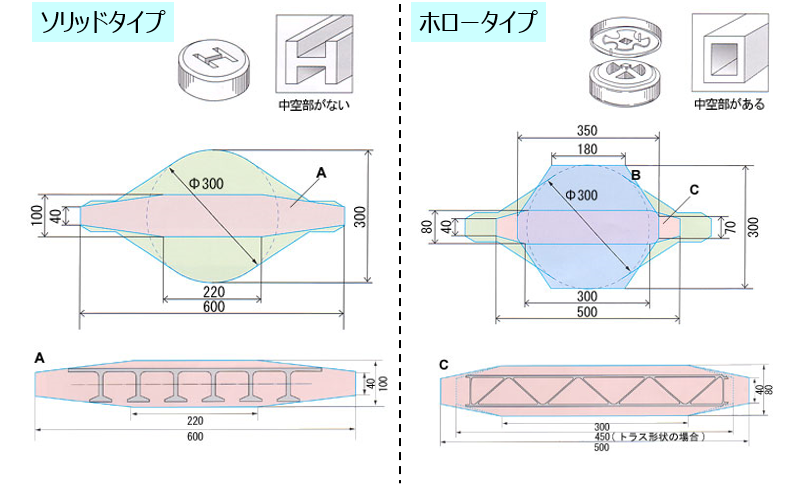
押出形状分類
押出工程

高品質な押出材を提供する日軽金アクト蒲原工場の押出技術
3台の押出プレス機に加えて、熱処理設備・引抜設備・矯正設備を取揃え、
万全の体制で高品質な押出材を提供しています。
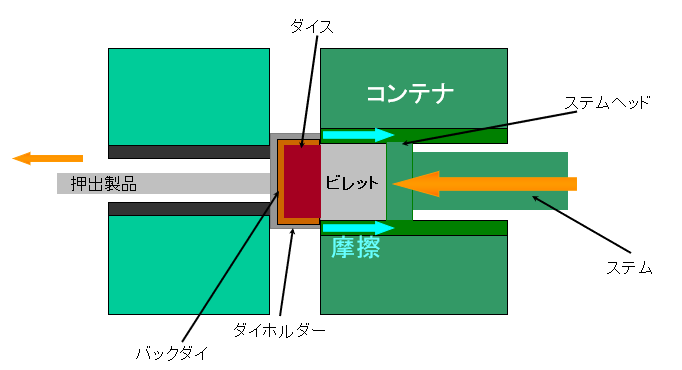
押出方法
アルミニウムの熱間押出に用いられている押出方式には、直接押出と間接押出があります。
直接押出
KEYWORD
- 低中力合金
- 押出スピード速い
- サッシ、輸送材料
直接押出は、厚い壁で囲まれたコンテナにビレットを入れステムで圧力をかけて、ダイスと呼ばれる金型に開いた孔と同じ形状の押出材を得る最も一般的な押出方法です。コンテナ内のビレットが押されてダイスに到達するまで、周囲の壁との間に摩擦を生じるため、大きな力を必要とします。
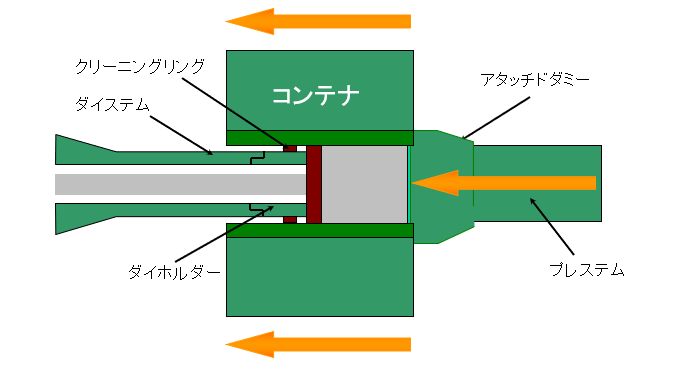
間接押出
KEYWORD
- 高力合金
- 押出スピード遅い
- 構造材、棒
間接押出は、コンテナとビレットが一緒に動き、ダイステムで固定され静止しているダイスと呼ばれる金型に開いた孔と同じ形状の押出材を得る押出方法です。ビレットはコンテナと共に動くので摩擦が少ないのが特長です。ビレット表面に不純物などがあると、押出材に欠陥が現れ易いので、ビレット表面の皮剝きや洗浄等の前工程が大切な役割を果たしています。
押出工程

1.ビレット
押出加工の時に使用する材料をビレットといいます。
2.ビレット切断
ビレットを所定のサイズに切断します。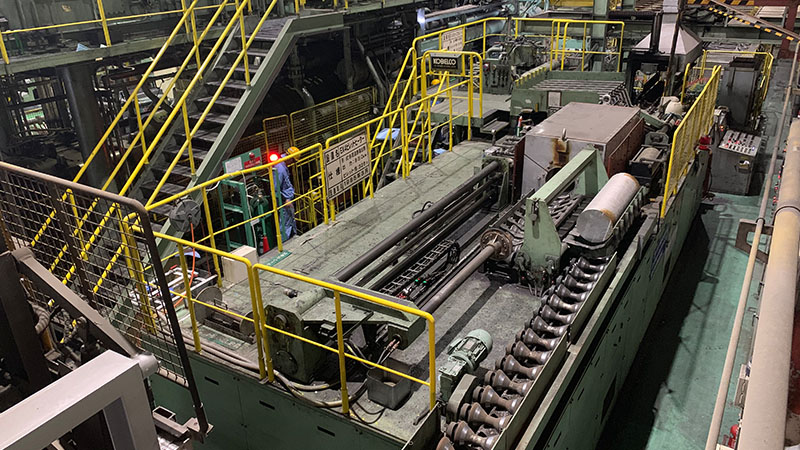
3.加熱
切断したビレットを500℃前後で、中まで均一に加熱します。
4.皮むき
間接押出では、ビレット表面の逆偏析層を除去する為に表皮をむきます。
5-a.直接押出

5-b.間接押出
ダイスを通じて押出し、多種多様な形状に成形します。

6.冷却
押出された形材、管・棒材をクーリングテーブル上で冷却します。
7.整直
形材、管・棒材にねじれや曲がりが無いように矯正します。
8.切断
お客様のご指定通りの寸法に切断します。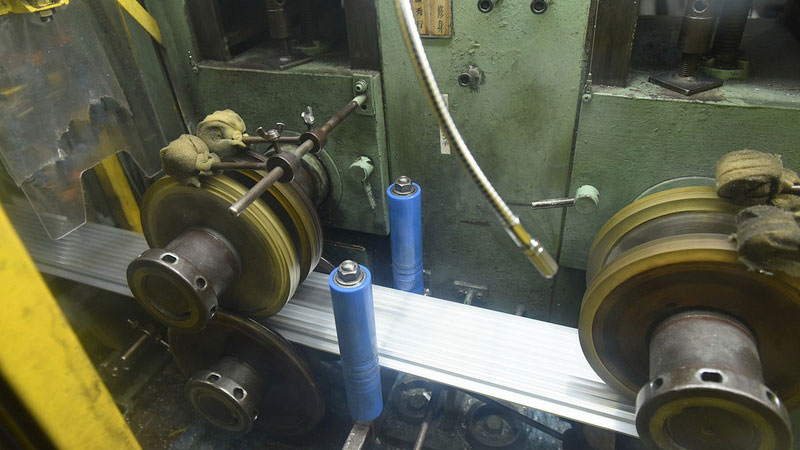
9.ロール矯正
必要に応じて、お客様から要求された寸法精度に材料を矯正します。
10.熱処理
機械的性質の向上を目的に材質・種類に応じた熱処理を行います。
11.梱包
外観・寸法・硬度等の検査の後、お客様のご要望通りの荷姿に梱包します。
12.出荷
ひとつひとつ丁寧に出荷しています。その他の工程

引抜加工
引抜加工はドローベンチに引抜ダイスをセットし、そのダイスに材料を通し引抜くことで製品を成形するもので、常温での冷間加工で潤滑油を用いて行われています。

溶体化処理
溶体化処理は、押出工程で形成された析出相を分解させ、溶質原子が均一に拡散した固溶体状態をつくるために行う処理のことで、適正な温度と保持時間が大切です。 傾動式炉は、入水時の抵抗による製品の変形を軽減し急速冷却効果を高めています。

時効処理
溶体化処理により集合して析出しようとする添加元素を温度と時間でコントロールして、所定の強度を得る処理を時効処理といいます。

焼鈍処理
冷間加工の前後や途中に加えられる加熱処理で、強度レベルをコントロールすることを目的としています。
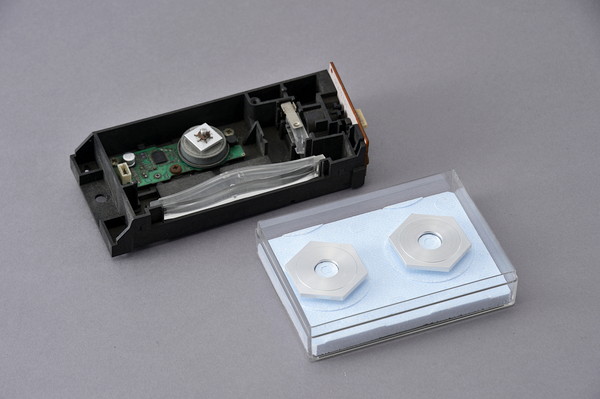
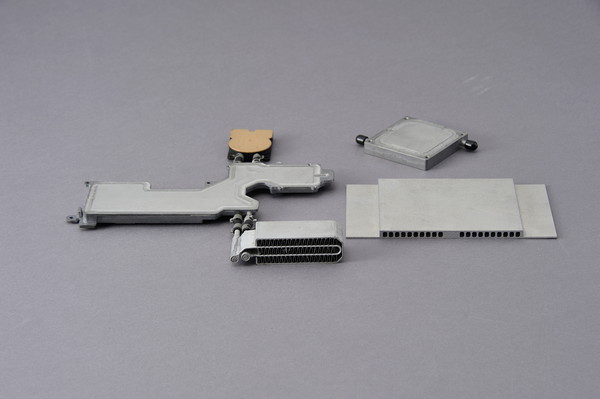
各種アルミ押出製品例

様々な産業分野で日軽金アクト蒲原工場のアルミ押出材は活躍しています。
形材
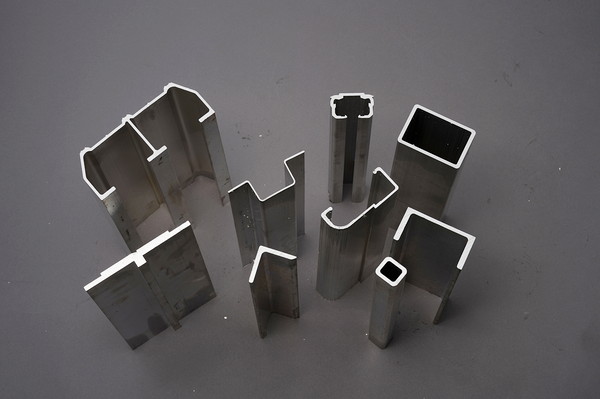
形材は、最終製品の断面形状に極めて近い素材で、高い寸法精度が要求されます。
熱間押出加工では、製品が500℃を超える温度に達するため、押出中に変形し易く、
機械加工に比べて低い寸法精度でしたが、押出技術の進歩により押出素材に切断・孔あけ等の
加工だけで使用される製品が増加し、新たなニーズが高まりを見せています。
管・棒材

管材は、切削加工や絞り加工などの用途に合わせ、様々な形状に加工されて使用されています。
管材には,断面に溶着線があるポートホール管と溶着線が無いマンドレル管があります。
溶着線の無いマンドレル管は、重要構造部品や配管材としての信頼度が高いと言われています。
棒材には、円形・正方形・長方形・正六角形等があります。
切削加工や鍛造加工などの素材として使用される場合が多く、寸法精度は勿論、内部品質が
特に重要視されます。
棒材は、用途に応じた多彩なラインナップがあり、製造条件も複雑な組合せになることから
高いレベルの総合技術力が要求される製品です。
製品例




形材(汎用材) 仕様書

汎用形材は、日軽金アクト蒲原工場が押出に必要なダイスを保有しているもので、
お客様側でのダイス金型費の負担の必要がないアルミニウム形材です。
チャンネル・アングル・角パイプ・丸パイプ・六角棒など、様々なバリエーションをご用意しています。
※クリックで外部リンクが開きます
 チャンネル
チャンネル アングル
アングル 角パイプ
角パイプ 六角棒
六角棒 丸パイプ
丸パイプ 丸棒
丸棒 角棒
角棒 SZR型
SZR型 H型
H型 T型
T型 C型
C型